Thiết kế CNC được xem là bước quan trọng không thể thiếu trong quá trình gia công. Nắm rõ các quy tắc thiết kế, sản phẩm gia công sẽ đạt chất lượng cao hơn và tiết kiệm được rất nhiều chi phí cho doanh nghiệp. Thông qua công đoạn này, người vận hành cũng có thể hiểu được các công việc cần làm và xác định được những dụng cụ cần thiết.
- Thiết kế CNC là gì?
Thiết kế CNC là một quy trình trong đó người thiết kế sẽ tạo các bản vẽ về những bộ phận cần gia công. Kèm theo đó là những thông số chi tiết và các yêu cầu về chất lượng gia công cần đạt được.
Trong thiết kế CNC, để người thiết kế cần phải lưu ý và tuân thủ những quy tắc cơ bản để tạo ra một bản vẽ chất lượng, đúng với yêu cầu của khách hàng.
Thiết kế CNC
- Những yếu tố cần quan tâm khi thiết kế CNC
2.1. Dung sai
Trong thiết kế CNC, dung sai cơ khí cho nhà sản xuất biết kích thước của một bộ phận. Vì chúng phải khớp với kích thước được chỉ định trong bản vẽ kỹ thuật. Dung sai chặt chẽ hơn có nghĩa là kích thước phải gần như chính xác.
Đặc biệt, không phải tất cả các kích thước bộ phận đều yêu cầu dung sai nhỏ nhất. Ví dụ nếu một chi tiết không phải là một bộ phận của hệ thống cơ học. Lúc này dung sai chênh lệch vài micromet không ảnh hưởng đến chức năng của bộ phận đó.
Nguyên mẫu cũng vậy, thường có thể được gia công CNC với dung sai khá lỏng, sau đó có thể được siết chặt cho phần cuối cùng nếu cần.
2.2. Số lõi
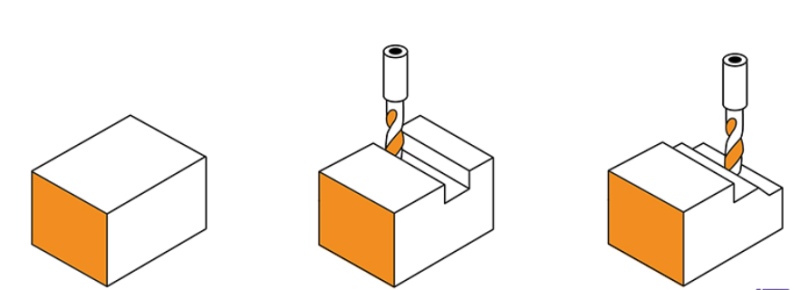
Nhiều bộ phận được gia công bằng máy CNC kết hợp các khoang vì lý do cơ khí hoặc lắp đặt, hoặc để giảm khối lượng. Tuy nhiên, trong thiết kế CNC, kích thước của dụng cụ cắt sẽ xác định độ sâu của các lõi này.
Nói chung, một hốc đã gia công không được sâu hơn bốn lần chiều rộng của hốc. Điều này giúp tránh bị lệch dụng cụ và ngăn phôi bị kẹt trong khoang và gây ra sự cố.
2.3. Độ dày
Mặc dù máy CNC có thể tạo ra các đường cắt rất nhỏ trên phôi, nhưng việc gia công các thành mỏng có thể dẫn đến thiếu ổn định. Khi gia công nhựa, thành rất mỏng có thể dễ dàng bị biến dạng. Vì vậy tốt nhất nên giữ cho thành có độ dày hợp lý.
Cuối cùng những bức tường này có thể mỏng đến mức nào phụ thuộc vào máy móc và vật liệu được sử dụng. Kim loại có tính đàn hồi cao hơn và có thể – ở mức độ giãn – mỏng đến nửa milimet. Mặt khác, các bức tường được gia công bằng nhựa phải có độ dày tối thiểu gấp đôi độ dày đó.
2.4. Ren
Các bộ phận được gia công bằng máy CNC thường có ren cho vít hoặc các chốt khác. Không giống như các bộ phận được in 3D. Cũng như các lỗ và khoan, ren được tạo bằng vòi chỉ nên đi sâu vào phần được gia công.
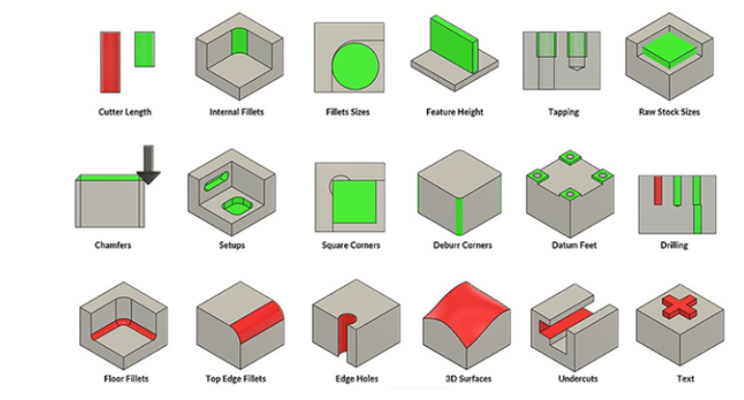
Các yếu tố quan trọng trong thiết kế CNC
2.5. Lỗ
Trong thiết kế CNC, các bộ phận được gia công có thể kết hợp các lỗ tròn được tạo ra bằng cách sử dụng mũi khoan hoặc dao phay ngón. Có những giới hạn đối với độ sâu của những lỗ này.
Nói chung, các dao phay ngón tạo ra các lỗ có bề mặt hoàn thiện tốt hơn và mang lại sự linh hoạt hơn về kích thước lỗ. Tuy nhiên, chúng bị giới hạn về chiều dài.
2.6. Text (văn bản)
Thêm văn bản vào một bộ phận được gia công là một cách chắc chắn để làm cho chúng được nhận dàng dễ dàng hơn. Văn bản chìm được thực hiện nhanh hơn và rẻ hơn so với văn bản nâng cao.
Mỗi ký tự phải cách nhau ít nhất nửa milimet để tránh biến dạng. Phông chữ phải luôn luôn là sans serif.
2.7. Các cạnh bên trong
Khi thiết kế các cạnh bên trong, bán kính góc dọc được khuyến nghị là một phần ba chiều sâu khoang hoặc hơn. Lúc này, chúng ta nên sử dụng một công cụ có đường kính tuân theo các nguyên tắc về độ sâu khoang được đề xuất.
Để có được lớp hoàn thiện bề mặt có chất lượng cao hơn, tốt nhất là bạn nên có bán kính góc cao hơn một chút so với lượng được khuyến nghị. Điều này cho phép công cụ cắt dọc theo một đường tròn, thay vì một góc 90 độ. Tuy nhiên, nếu muốn một góc 90 độ, bạn nên sử dụng kiểu cắt xương chữ T thay vì chọn giảm bán kính góc.
2.8. Đường cắt (undercuts)
Undercuts có hai loại chính: rãnh chữ T và dovetail undercuts.
Khe chữ T là những đường cắt ngang và dụng cụ cắt rãnh chữ T do đó sử dụng các lưỡi cắt ngang được lắp vào trục quay thẳng đứng tiêu chuẩn. Điều này cho phép máy 3 trục tiêu chuẩn có thể cắt ngang thay vì hướng xuống, cho phép máy tạo ra các đường cắt ngang. Dovetail undercuts liên quan đến các góc chéo. Để tạo kiểu cắt này, hãy sử dụng dụng cụ dovetail có bề mặt hình nón. Những công cụ này thường được tìm thấy nhất với góc 45 ° hoặc 60 °.
- Những quy tắc cần nhớ khi thiết kế CNC
Khi thiết kế CNC, cần thiết kế các bộ phận để các công cụ có đường kính lớn nhất có thể gia công chúng.
Đảm bảo các tính năng của thiết kế phù hợp với một trong sáu hướng chính. Nếu điều này không khả thi, bạn có thể áp dụng gia công CNC năm trục.
Mỗi khi bộ phận được kẹp vào vise và định vị. Đây được gọi là một thiết lập. Giảm số lượng thiết lập sẽ giảm thời gian của máy, giúp tiết kiệm chi phí hơn.
Dao phay đầu ngắn có đường kính lớn sẽ cho thời gian gia công nhanh nhất, tiết kiệm chi phí nhất.
Fillet bên trong phải càng lớn càng tốt. Điều này cho phép sử dụng một dụng cụ có đường kính lớn, làm giảm thời gian gia công. Theo quy tắc chung, bán kính phải nhỏ hơn một phần ba chiều cao. Vì vậy, một hốc sâu 12mm nên sử dụng bán kính bên trong ít nhất là 4 mm. Có thể có fillet bên trong nhỏ hơn, nhưng chi phí một phần sẽ tăng lên tương ứng.
Giảm số lượng thiết lập làm tăng độ chính xác của bộ phận. Vì tất cả các đường đi của dao phải bắt nguồn từ máy cắt quay từ hướng thẳng đứng, nên bất kỳ chi tiết nào ở mặt bên đều yêu cầu chi tiết phải được tháo ra khỏi chấu và kẹp lại. Việc này rất mất thời gian và dễ sinh ra lỗi vì bộ phận phải được định vị lại để chương trình tiếp tục.
Giữ chiều cao nhỏ hơn bốn lần chiều rộng. Thiết kế dụng cụ quá cao sẽ tạo rung động đáng kể trong quá trình gia công. Điều này gây ra dung sai và độ hoàn thiện bề mặt kém.
Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
– Hotline: 0383 136 988
– Email: linhkienvanthaihn@gmail.com
-Website:https://linhkiencatdaycnc.com/
-Fanpage: Linh Kiện Văn Thái Hà Nội
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C… tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JIARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện,….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lý, chủng loại đa dạng