Để tiếp nối bài viết trước, mời các bạn đón đọc bài viết này để biết thêm ngoài những điểm quy chiếu trên máy CNC như phần trước chúng tôi đã trình bày thì còn có những điểm quy chiếu trên máy CNC nào nữa nhé!
IV. Điểm quy chiếu chi tiết
Chi tiết sẵn sàng gia công được lắp trong phạm vi các giới hạn chuyển động của máy. Từng chi tiết phải được lắp trong thiết bị hoặc đồ gá an toàn, thích hợp với nguyên công được yêu cầu và không thay đổi vị trí đối với mọi chi tiết trong loạt gia công. Vị trí cố định của đồ gá là rất quan trọng để bảo đảm tính ổn định và tính chính xác, sao cho mọi chi tiết trong cùng một loạt gia công đều như nhau. Sau khi thiết lập các bước công nghệ, cần chọn điểm quy chiếu chi tiết chuẩn gia công, chuẩn định vị. Điểm quy chiếu này được dùng trong chương trình để thiết lập quan hệ với điểm quy kích thước bản vẽ.
Điểm quy chiếu chi tiết thường được gọi là zero chương trình hoặc zero chi tiết. Do điểm tọa độ biểu thị zero chương trình có thể được nhà lập trình chọn bất kỳ, đây không phải là điểm cố định, và được gọi là điểm linh hoạt.
V. Chọn zero chương trình
Khi chọn zero chương trình, quyết định chính được thực hiện sẽ ảnh hưởng đến sự gá lắp chi tiết và hiệu suất gia công, do đó cần đặc biệt chú ý mọi yếu tố về lựa chọn zero (điểm chuẩn chương trình). Về lý thuyết, điểm zero chương trình có thể được chọn tùy ý, nhưng điều này là không nên, dù đúng về toán học. Trong các giới hạn thực tiện gia công, cần xét các khả năng để đưa đến kết quả tối ưu. Có ba yếu tố chính cần xem xét khi chọn zero chương trình.

- Độ chính xác gia công.
- Sự thuận tiện khi gá lắp và gia công.
- An toàn khi gia công.
- Độ chính xác gia công
Độ chính xác gia công là yêu cầu cao nhất, mọi chi tiết đều phải được gia công chính xác theo các yêu cầu kỹ thuật trên bàn vẽ, và bảo đảm tính lấp lẫn. Mọi chi tiết trong một loại gia công và các loại kế tiếp cũng phải như nhau (hầu như đồng nhất với nhau)
- Thuận tiện khi gá lắp và gia công
Chỉ xét sự thuận tiện về gá lắp và gia công sau khi bảo đảm độ chính xác gia công. Mọi người đều mong muốn công việc dễ dàng hơn. Nhà lập trình CNC kinh nghiệm luôn luôn nghĩ đến hiệu quả của chương trình trong xưởng cơ khí.
- An toàn lao động
An toàn luôn là yếu tố rất quan trọng trong sản xuất. Khi chọn zero chương trình cần xem xét kỹ các vấn đề an toàn trong gia công chi tiết.
Các yếu tố nêu trên là chung cho trung tâm gia công và máy tiện khi chọn zero chương trình, tuy nhiên các khác biệt về thiết kế chi tiết cũng có ảnh hưởng lớn đối với sự lựa chọn zero chương trình.
VI. Zero chương trình – Trung tâm gia công
Trung tâm gia công CNC cung cấp nhiều phương pháp xác lập và gá lắp. Tùy theo nguyên công, các phương pháp gá lắp bao gồm sử dụng ngàm kep, mâm cặp, tảm lót và đô gá. Ngoài ra, hệ thống phay CNC còn cho phép gá lắp nhiều chi tiết để tăng thêm các khả năng lựa chọn. Để chọn zero chương trình, cán xét cả ba trục máy Trung tâm gia công với các trục bổ sung đòi hỏi điểm Zero cho từng trục đó, ví dụ trục xoay, trục phân độ.
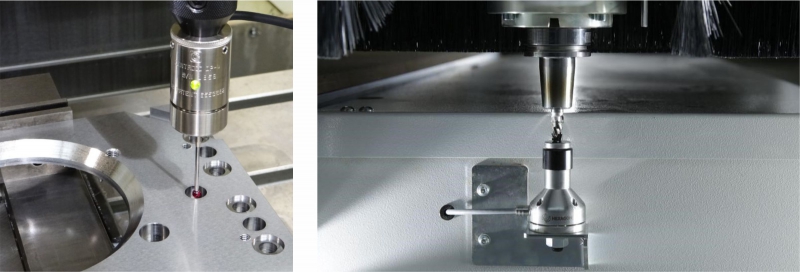
Gá lắp đơn giản nhất trên bàn máy là giá đỡ chi tiết, các bộ phận kẹp chặt và các bề mặt định vị. Bề mặt định vị phải cố định trong khi gia công và dễ dàng đo đạc. Gá lắp kiểu này thường dựa trên kỹ thuật ba chốt định vị. Hai chốt tạo thành một hàng và chốt thứ ba theo phương pháp tuyến, tạo thành góc 90° cho hai mặt định vị.
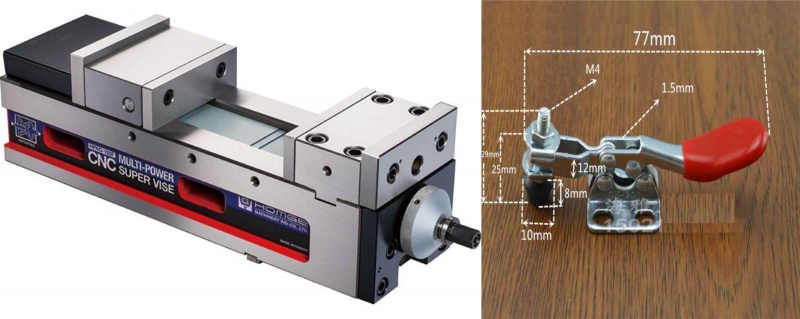
Do chi tiết chi tiếp xúc một điểm với từng chốt định vị, sự gá lắp là rất chính xác. Sự kẹp chặt thường được thực hiện với các kẹp định vị và song song. Cạnh đáy và cạnh trái của chi tiết song song với các trục máy và vuông góc với nhau. Zero chương trình (chuẩn định vị chi tiết) là giao điểm của hai cạnh định vị. Kỹ thuật ba chốt là chung cho mọi gá lắp, không sử dụng các chất thực. Nếu chi tiết được lắp trong ngàm kẹp, sự định vị cũng tương tự. Các ngàm kẹp phải song song hoặc vuông góc với trục máy và vị trí cố định phải được thiết lập với cữ chặn hoặc phương pháp định vị khác.
Do ngàm kẹp là thiết bị định vị thông dụng nhất cho các chi tiết nhỏ, ngàm kẹp được dùng làm ví dụ thực tiễn để minh họa phương pháp chọn zero chương trình.
VII. Zero chương trình máy tiện
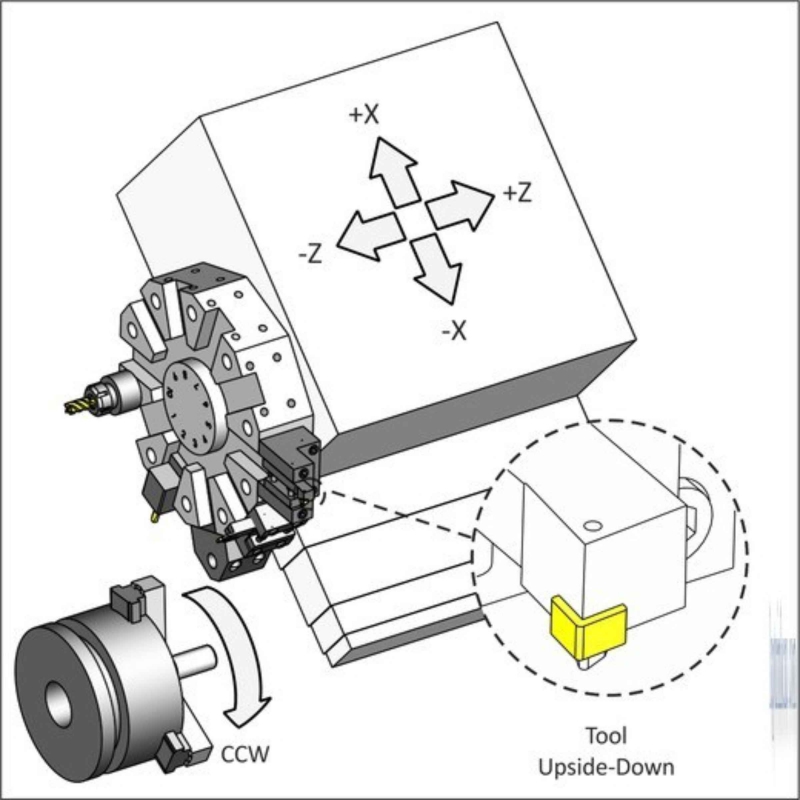
Trên máy tiện CNC, sự chọn zero chương trình khá đơn giản, do chỉ cần xét hai trục là trục đứng X và trục ngang Y. Do thiết kế của máy tiện, zero chương trình theo trục X luôn luôn là đường tâm trục chính. Trên máy tiện CNC, zero chương trình đối với trục X trên đường tâm trục chính.
Phương pháp thông dụng nhất là chọn Zero chương trình trên mặt đấu của chi tiết hoàn tất. Đây không phải là sự lựa chọn hoàn hảo, nhưng có nhiều ưu điểm. Nhược điểm duy nhất là trong khi gá lắp chưa có bề mặt hoàn tất. Nhiều người vận hành máy cộng thêm chiều rộng của bộ mặt thổ (chưa gia công hoặc cất một mặt nhỏ để dao tiếp xúc). Các ưu điểm của zero chương trình ở mặt đầu? Thứ nhất là nhiều kích thước bản vẽ dọc theo trục Z có thể chuyển trực tiếp vào chương trình, thường với giá trị vì. Tuy điều này phụ thuộc vào phương pháp lập kích thước nhưng trong nhiều trường hợp, nhà lập trình CNC sẽ có lợi. Thứ hai, có lẽ quan trọng nhất, là giá trị Z âm của chuyển động dạo biểu thị khu vực làm việc, giá trị dương là vùng không gian trống. Trong khi viết chương trình, có thể dễ dàng quên dấu âm của các chuyển động cắt theo trục 2. Lỗi sai này, nếu không phát hiện kịp thời, sẽ đưa dao ra xa chi tiết, ụ động có thể sẽ là vật cản. Đây là vị trí sai nhưng còn đỡ hơn là va đập vào chi tiết. Các ví dụ ở đây sử dụng zero chương trình ở mặt đầu chi tiết đã gia công, trừ khi có các chuyên biệt khác.
VIII. Điểm quy chiếu dụng cụ cắt
Điểm quy chiếu cuối cùng liên quan đến dụng cụ cắt. Trong các nguyên công phay, điểm quy chiếu dụng cụ cắt thường là giao điểm của đường tâm dao cắt và lưỡi cắt ở vị trí thấp nhất. Trong tiện và doa, điểm quy chiếu dụng cụ cắt phổ biến nhất là đỉnh cắt tưởng tượng của mảnh dao cắt, do hầu hết các dao cắt đều có lưỡi cắt với bán kính xác định. Đối với dao cắt kiểu mũi khoan hoặc dao nhiều lưỡi cắt được dùng để phay hoặc tiện, điểm quy chiếu luôn luôn là đỉnh dụng cụ cắt.
Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
– Hotline: 0383 136 988
– Email: linhkienvanthaihn@gmail.com
-Website:https://linhkiencatdaycnc.com/
-Fanpage: https://rg.link/6X6xLLz (Linh Kiện Văn Thái Hà Nội)
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C… tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JIARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện,….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lý, chủng loại đa dạng