


Đối với quá trình cắt gọt kim loại là một loạt những hiện tượng vật lý rất rõ nét, việc nghiên cứu những hiện tượng vật lý này sẽ cho ta cơ sở chắc chắn để lựa chọn điều kiện cắt (chế độ cắt) hợp lý, lựa chọn hình dáng hình học của dao và dung dịch trơn nguội cùng với chế độ làm mát thích hợp.
1. Hiện tượng biến cứng bề mặt
Khi gia công bằng phương pháp cắt gọt thì không ngững lớp vật liệu hớt bỏ đi ( phoi ) chịu sự biến dạng mà cả bề mặt của chi tiết sau khi gia công cũng chịu sự biến dạng tương ứng, dưới ảnh hưởng của những biến dạng này mà cơ tính lớp bề mặt của chi tiết bị thay đổi.

2. Hiện tượng phoi bám ( hiện tượng lẹo dao)
Hiện tượng lẹo dao là hiện tượng một phần nhỏ vật liệu trong quá trình biến dạng dẽo bị nóng chảy cục bộ dưới áp suất và nhiệt độ lớn thoát khỏi phôi, do truyền nhiệt ra các thành phần xung quanh nên nhiệt độ giảm đột ngột khiến cho vật liệu bị đông cứng, tự tôi cứng bám chặt vào mặt trước của dao ( phần sát cạnh lưỡi cắt ), nó tạo nên ở đó một mãng hay lớp bảo vệ có tác dụng như một cái nêm làm thay đổi các thông số của dao, điều này làm giảm độ sắc của lưỡi cắt dẫn đến làm giảm độ nhẳn bề mặt gia công hoặc dẫn đến mất khả năng của dụng cụ cắt gọt và làm hỏng lưỡi cắt, dao cắt (dao phay, dao tiện, dao taro, dao phay ngón, mảnh dao phay,…).

Để giảm hiện tượng lẹo dao khi gia công người ta có thể dùng các biện pháp sau
– Gia công với tốc độ cắt thích hợp: Hiện tượng lẹo dao thường xảy ra trong khoảng tốc độ cắt từ 7 – 75 m/phút. Khi tốc độ cắt nhỏ nhiệt độ ở vùng cắt không đủ để thiêu kết và tôi cứng phần phoi bám ( do nhiệt lượng đủ thời gian tỏa ra ngoài, khi tốc độ cắt lớn hơn 75m/phút thì nhiệt cắt quá lớn phoi bị chảy ra không đủ thời gia để tỏa nhiệt và đông cứng thành lẹo dao. Do đó để tránh hiện tượng lẹo dao thì tùy theo vật liệu làm dao mà người ta chọn tốc độ cắt nhỏ hơn 7m/phút hoặc lớn hơn 75m/phút, nếu không thể chọn được tốc độ cắt hợp lý để tránh lẹo dao thì người ta dùng biện pháp giải nhiệt vùng cắt. Đối với các dụng cụ cắt làm bằng hợp kim cứng ( đặc biệt là nhóm TK thì thường không hình thành lẹo dao )
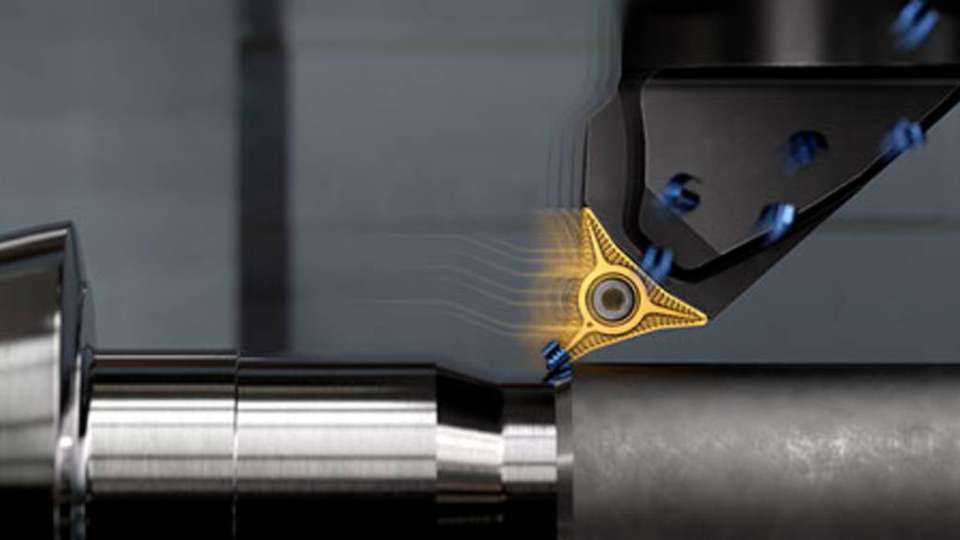
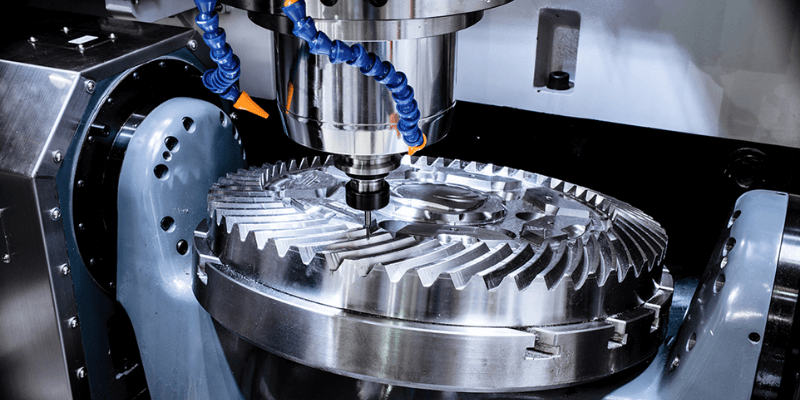
– Sử dụng dung dịch bôi trơn làm mát: là biện pháp giải nhiệt vùng cắt để tránh hiện tượng lẹo dao hữu hiệu nhất. Người ta dùng một dòng lưu chất ( có thể là chất lỏng hay chất khí ) phun vào vùng cắt làm giảm nhiệt độ của các thành phần tham gia quá trình cắt gọt.

– Mài bóng mặt trước của dao: Mặt trước của dao được mài tinh ( mài bóng ) sẽ làm giảm ma sát giữa phoi và dao làm giảm đáng kể nhiệt cắt, mặt khác làm hạn chế sự hãm lớp bề mặt của phoi, do đó có tác dụng hạn chế không cho tạo ra lẹo dao.
3. Rung động
Trong quá trình cắt gọt kim loại luôn có rung động, hiện tượng này xảy ra trên toàn bộ hệ thống công nghệ : Máy, dao, đồ gá và chi tiết. Rung động có thể do độ cứng vững của hệ thống công nghệ, do thành phần vật liệu của chi tiết không đồng đều, do lượng dư gia công không đồng đều hoặc do rung động từ các bộ phận, máy móc khác truyền tới. Rung động dẫn đến tình trạng là chất lượng bề mật gia công xấu, giảm tuổi thọ của dao. Để khắc phục hiện tượng rung động thì người ta tìm hiểu rỏ nguyên nhân gây nên rung động và có biện pháp loại trừ nó, tùy trường hợp cụ thể mà người ta có các biện pháp sau :
- Làm móng cục bộ cho những máy sinh ra rung động lớn,
- Cân bằng động các chi tiết, bộ phận máy,
- Cân bằng khi gá chi tiết lên bàn máy, mâm cập
- Tăng độ cứng vững của hệ thống công nghệ như tăng khối lượng thân máy
- Tăng độ cứng vững đồ gá, Gá dao hoặc chi tiết ngắn lại, . . .
4. Nhiệt cắt
Trong quá trình cắt gọt kim loại thì nhiệt lượng sinh ra rất lớn được gọi là nhiệt cắt, nguồn nhiệt cơ bản sinh ra do biến dạng các phần tử vật liệu gọi là nhiệt lượng sinh ra do ma sát trong,và một phần nhiệt do ma sát giữa dao và phoi, bề mặt đã gia công sinh ra, đây là nhiệt lượng sinh ta do ma sát ngoài.
Trong quá trình sinh ra nhiệt cắt thì phoi bị nung nóng nhiều nhất ( hấp thu 75% nhiệt toả ra ) bởi vì nó chịu sự biến dạng lớn nhất, kế đó là dao hấp thu khoảng 20% nhiệt tỏa ra, phôi hấp thu khoảng 4% và khoảng 1% tỏa ra môi trường xung quanh.
Nhiệt cắt ảnh hưởng trực tiếp đến phoi, nó gây nên hiện tượng lẹo dao như đã đề cập ở phần trên. Ngoài ra nhiệt cắt còn ảnh hưởng đến dụng cụ cắt gọt, một phần nhiệt lượng nhận trực tiếp từ vùng cắt một phần được bổ sung từ phoi và chi tiết nó làm cho lưỡi cắt của dụng cụ nóng lên làm giảm tuổi thọ của dụng cụ cắt gọt kim loại, làm mất khả năng cắt gọt hoặc làm hỏng dụng cụ cắt.
Sự hấp thu nhiệt cắt trong quá trình gia công làm cho bề mặt chi tiết bị thay đổi tính chất, làm cho chi tiết kém cứng vững hoặc gây biến dạng chi tiết.
Nói chung nhiệt cắt không mang đến điều lợi gì, để làm giảm tác hại của nhiệt cắt trong quá trình gia công người ta dùng các biện pháp bôi trơn làm nguội để giải nhiệt vùng cắt, dụng cụ cắt và chi tiết gia công
Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
– Hotline: 0383 136 988
– Email: linhkienvanthaihn@gmail.com
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C… tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JUARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện, ….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lý, chủng loại đa dạng.

