


Hôm nay mình xin chia sẻ về độ chính xác của một chi tiết máy, cụm từ độ chính xác thường được chúng ta nghe và sử dụng rất nhiều và đặc biệt anh em học chuyên ngành cơ khí thì độ chính xác liên quan đến rất rất nhiều chất lượng sản phẩm và giá thành. Để đánh giá chi tiết này có chất lượng tốt hay không, hay có đảm bảo tính năng của nó trong mối quan hệ lắp ghép với các chi tiết hay sản phẩm khác hay không, có hoạt động tốt trong điều kiện làm việc hay không thì độ chính xác là chỉ tiêu đánh giá không thể thiếu.
I. Khái niệm
Độ chính xác gia công là mức độ trùng hợp về các yếu tố hình học của chi tiết gia công và các yếu tốt hình học mà sơ đồ gia công yêu cầu.
Hay hiểu một cách đơn giản thì trong bất kỳ một quá trình gia công nào đều xuất hiện sai số, do đó không thể chế tạo được chi tiết có độ chính xác tuyệt đối, vì vật khi tính toán thiết kế chế tạo ngoài việc tính toán các thông số động học độ bền, độ chống mài mòn, …. thì cần phải tính toán đến độ chính xác của nó.
Ví dụ gia công chi tiết dạng trục trơn đơn giản với yêu cầu độ chính xác kích thước là ø25+-0.1
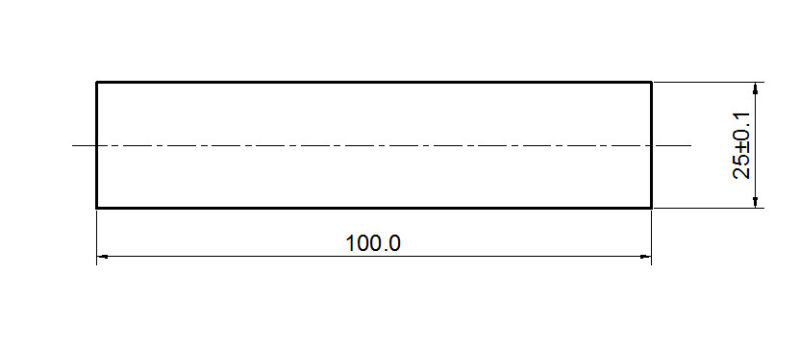
Nếu sau khi gia công và kiểm tra kích thước trụ mà kích thước thực nằm trong phạm vi cho phép ø25+-0.1
thì tức là chi tiết sau gia công đảm bảo đúng độ chính xác về kích thước
II. Phân loại độ chính xác
Để đưa ra chỉ tiêu và đánh giá đúng độ chính xác thì chúng ta phải hiểu thêm hiểu sâu về phân loại độ chính xác.
Theo kinh nghiệm của mình thì độ chính xác được phân chia làm 2 loại chính là:
- Độ chính xác bản thân: Là độ chính xác liên quan đến chính bản thân chi tiết ấy, độ chính xác bản thân do phương pháp gia công quy định: Tiện, Phay, Bào, Mài, ….
- Độ chính xác tương quan: là sai lệch về vị trí tương quan giữa các bề mặt của chi tiết.
=> Từ độ chính xác bản thân chúng ta phải đưa ra phương pháp gia công hợp lý. Từ độ chính xác tương quan thì phải đưa ra được phương pháp gá hợp lý

1. Độ chính xác bản thân ( độ chính xác về kích thước, độ chính xác hình dáng hình học, và chất lượng bề mặt
a) ĐỘ CHÍNH XÁC KÍCH THƯỚC:
+ Khái niệm: là sai lệch giữa kích thước sau gia công so với khoảng kích thước cho phép( Dung sai)
+ Dung sai T là phạm vi cho phép của sai số: T=es-ei
+ Các chi tiết gia công đều có kích thước nằm trong miền phân bố: W=Xmax – Xmin = 6σ
+ Để đảm bảo không có phế phẩm thì phải giảm σ ( 6σ< T)
b) ĐỘ CHÍNH XÁC HÌNH DÁNG HÌNH HỌC
+ Khái niệm: Là sai lệch giữa bề mặt thực và profin thực nhận được sau khi gia công so với bề mặt danh nghĩa, profin danh nghĩa đã cho trên bản vẽ.
+ Phân loại
- Độ chính xác xét trên mặt phẳng: Độ khổng phẳng, Độ không thẳng, Độ lồi, Độ lõm,…
- Độ chính xác xét trên mặt trụ: Độ tròn, Độ ovan, Độ côn, Độ Phình,….
c) CHẤT LƯỢNG BỀ MẶT:
+ Nhám bề mặt:
- Khái niệm: Là tập hợp các nhấp nhô có bước tương đối nhỏ trên bề mặt thực, xét trong phạm vi chiều dài L
- Chỉ tiêu đánh giá: Sai lệch trung bình số học của Profin (Ra), và chiều cao trung bình nhấm nhô của profin theo 10 điểm ( Rz ).
- Theo tiêu chuẩn Việt Nam có 14 cấp độ nhám ( 1-14 ): Trong đo cấp 1 là cấp độ thấp nhưng trị số nhám cao nhất, bề mặt rất thô, còn cấp 14 là cấp độ cao nhất, nhưng trị số nhám nhỏ nhất và là tốt nhất.+
+ Sóng bề mặt
+ Độ cứng
+ ứng suất dư lớp bề mặt
+ Cấu trúc tế vi lớp bề mặt
2. Độ chính xác tương quan
Trong quá trình gia công do tác động của sai số gia công mà vị trí tương quan giữa các bề mặt của chi tiết bị sai lệch gọi là sai lệch vị trí tương quan.
* Phân loại:
+ Độ không đồng tâm: đặc trưng là sai lệch độ đồng tâm
- Với đường tâm bề mặt chuẩn: Là khoảng cách lớn nhất giữa đường tâm của đường tâm bề mặt khảo sát với đường tâm bề mặt chuẩn trên chiều dài chuẩn L
- Với đường tâm chung: Là khoảng cách lớn nhất giữa đường tâm của bề mặt khảo sát với đường tâm chung của hai bề mặt chuẩn trên chiều dài chuẩn L
+ Độ không song song: đặc trưng là sai lệch độ song song
- Sai lệch độ song song của mặt phẳng: Là khoảng cách lớn nhất và nhỏ nhất giữa các mặt phẳng áp trong chiều dài chuẩn L
- Sai lệch độ song song của đường tâm và mặt phẳng: Là khoảng cách lớn nhất và nhỏ nhất giữa đường tâm và mặt phẳng trong chiều dài chuẩn L
- Sai lệch độ song song của các đường tâm.
+ Độ không vuông góc: đặc trưng là sai lệch độ vuông góc
- Sai lệch giữa các mặt phẳng: Sai lệch về góc giữa các mặt phẳng với góc vuông ( 90 độ ) biểu thị bằng đơn vị dài trong chiều dài chuẩn L
- Sai lệch giữa mặt phẳng với đường tâm hoặc đường tâm với đường tâm: là sai lệch về góc giữa mặt phẳng với đường tâm hoặc đường tâm với đường tâm so với 90 độ, biểu diễn bằng đơn vị dài trong chiều dài chuẩn L
+ Độ không đối xứng ( đặc trưng là sai lệch độ đối xứng ): Là khoảng cách lớn nhất giữa mặt phẳng( đường tâm ) đối xứng với phần tử được khảo sát và mặt phẳng đối xứng của phần tử chuẩn trong giới hạn phần chuẩn.
+ Độ không giao nhau: Là khoảng cách lớn nhất giữa các đường tâm giao nhau danh nghĩa
+ Độ đảo hướng kính ( Xét với chi tiết quay ): Là khoảng cách lớn nhất và nhỏ nhất từ các điểm thuộc profin thực của bề mặt quay tới đường tâm chuẩn trong mặt cắt vuông góc với đường tâm chuẩn.
+ Độ đảo mặt đầu: Là hiệu khoảng cách lớn nhất và nhỏ nhất từ các điểm thuộc profin thực của mặt đầu tới mặt phẳng vuông góc với đường tâm
Trong thực tế bản vẽ và gia công chi tiết, những chi tiết phức tạp và yêu cầu độ chính xác cao và hoạt động trong môi trường điều kiện làm việc khắc nghiệt thì hầu như có tồn tại đầy đủ các loại thành phần của độ chính xác bao gồm độ chính xác bản thân và độ chính xác tương quan.
Với những chi tiết đơn giản, không yêu cầu độ chính các cao thì đa phần trên bản vẽ thường chỉ yêu cầu về độ chính xác về kích thước, nhám về mặt, độ cứng ,..và dựa vào kết cấu cụ thể của chi tiết mà yêu cầu độ không song song, độ không vuông góc hay độ đảo mặt đầu,…

Bài viết trên đây là những chia sẻ của chúng tôi với mong muốn mang đến cho quý khách hàng những thông tin hữu ích nhất. Ngoài ra, nếu quý khách hàng cần tìm mua các sản phẩm về hợp kim và linh kiện cơ khí khác.
Quý khách có thể liên hệ với chúng tôi thông qua các hình thức sau:
– Hotline: 0383 136 988
– Email: linhkienvanthaihn@gmail.com
-Website:https://linhkiencatdaycnc.com/
-Fanpage: https://rg.link/6X6xLLz (Linh Kiện Văn Thái Hà Nội)
Công ty Văn Thái chúng tôi chuyên cung cấp các linh kiện và tất cả các loại hợp kim theo yêu cầu của khách hàng để sản xuất dao phay gỗ, với mã hợp kim đa dạng như: YG6, YG6Z, YG8, YG3X, YG15C, YG20C, YG25C… tùy vào nhu cầu sử dụng của khách hàng mà chúng tôi có: dây cắt Trường Thành, dây cắt Cánh Chim ( xanh, đỏ ), dây cắt Quang Minh ( cam, xanh ), dây cắt Honglu ( giấy, nhựa ), dây cắt Kim Cương và cả dây cắt Nhôm,… dầu cắt dây DX-2, dầu cắt JIARUN #1 ( JR#1) ( dầu xanh lá ), dầu cắt JIARUN 2A, hộp dầu JIARUN 3A, dầu SDK2, dầu SDK 3 ( dầu vàng ), dầu SDK 118, dầu WED-218 và cả dầu mài JD,…. Động cơ điện, động cơ bước tiến, bánh xe (puly), nút đồng, nắp đậy, bộ bạc đạn bánh xe, bạc đạn, động cơ điện, máy bơm, card HL, dây Curoa, hợp kim dẫn điện,….
Lựa chọn Văn Thái và các sản phẩm do Văn Thái cung cấp quý khách sẽ vô cùng hài lòng vì chúng tôi có:
- Dịch vụ giao hàng nhanh
- Hậu mãi tốt
- Sản phẩm giá thành hợp lý, chủng loại đa dạng

